管道爬行器x射线检测工法
形成原因播报
编辑
21世纪以来,国际上和中国国内长输管道施工基本采用流水焊接作业,施工速度提高,从而对无损检测施工的效率提出了新的要求。采用传统的源在外定向射线检测的方法,不但速度慢,效率低,而且人力和物力投入也较大,不能满足长输管道施工要求。随着形势的发展,利用管道爬行器进行射线检测已广泛应用到长输管道检测施工中。与传统检测方法相比,该种检测设备能够在管道外部进行控制,利用机电驱动装置在管道内部行走和曝光,达到对焊道快速检测的目的。
中国国内采用管道爬行器进行射线检测的技术已成熟,并在Φ325~1016毫米规格长输管道焊缝射线检测中成功应用,取得了经济效益和社会效益。2000年以来,中国石油天然气第一建设公司在涩-宁-兰输气管道工程、兰-成-渝输油管道工程以及京-石输气管道、广东LNG管道等多个长输管道工程中采用该工法透照,完成二万余道焊口的射线检测施工任务,并在施工生产中总结经验,逐步完善了各个施工工序,编写了《管道爬行器x射线检测工法》 [2]。
工法特点播报
编辑
1、爬行器能够在管道内部根据指令完成前进、曝光、后退等动作。
2、使用磁定位系统在管道外部控制爬行器的动作。
3、爬行器在管道内部对环焊缝进行中心周向曝光,一次曝光即可完成一道焊口的射线检测。
4、使用整张底片完成整道焊口的检测,避免了漏检现象的产生。
5、射线场分布均匀,所拍摄底片黑度均匀,检测灵敏度高。
6、检测速度快,施工效率高,劳动强度低,便于组织施工。
7、爬行器以自备蓄电池供电,无须外接水源、电源。
8、X射线管道爬行器体积较大,重量较重,携带不方便。
9、X射线管道爬行器爬坡能力较强,可完成坡度不大于38°的焊口检测 [2]。
操作原理播报
编辑
适用范围
1、《管道爬行器x射线检测工法》适用于以磁定位系统在管道外部对爬行器进行控制的X射线管道检测爬行器。
2、检测范围:采用中心法周向曝光透照Φ325~1200毫米,透照厚度(TA)小于30毫米的管道环焊缝。透照厚度计算公式见下式:
TA=T+H
式中TA——实际透照厚度;
T——母材厚度;
H——焊缝余高 [2]。
工艺原理
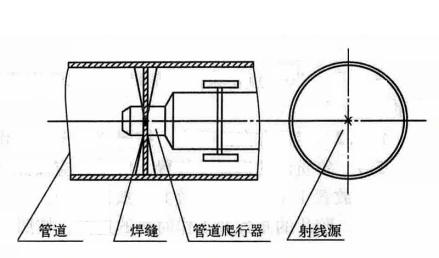
X射线管道爬行器透照方式示意图
《管道爬行器x射线检测工法》的管道爬行器由X射线机、爬行驱动系统、磁定位控制系统、指令接收及分析系统等组成。X射线机在一个具有机电组合结构的小车上,利用机械和微电脑控制装置,在管道内部完成前进、曝光、后退等动作,从而完成对管道环焊缝的周向曝光检测。
中心法周向曝光是将X射线源近似看作一个点源,置于环焊缝中心对焊缝进行周向曝光。这种方法透照厚度比约为1,有利于横向裂纹的检出,拍摄的底片黑度均匀,底片灵敏度较高。其透照方式示意如右图所示:
施工单位采用《管道爬行器x射线检测工法》工作中,在焊道外表面用单张底片绕环焊缝一周固定,打开爬行器电源开关,将爬行器送入管道内部。爬行器在机电系统驱动下在管道内部前进,在外部磁定位系统的控制下,前进到指定位置停止,爬行器根据预定参数进行曝光操作。完成对焊缝的曝光后,爬行器继续前进到下一焊口位置,重复工作。全部焊口检测完成后,爬行器按照指令退出管道 [2]。
操作要点
施工单位采用《管道爬行器x射线检测工法》的操作要点:
一、施工前准备工作
1、检查蓄电池电量。
2、检查各部件连接螺栓是否紧固、可靠。
3、检查驱动系统以及刹车系统现状并使其保持良好工作状态。
4、准备标记尺、象质计、铅字号、铅板、磁力贴片夹、胶布等。
(1)胶片长度应大于管道周长,一般片头和片尾重叠部位以100毫米为宜。胶片规格应与暗盒规格配套。
(2)增感屏一般应选择纸基较厚的铅箔增感屏。其规格应与胶片规格配套。前后增感屏厚度宜相同,推荐采用厚度为0.1毫米的铅箔增感屏。
(3)标记尺的准备。按照10厘米间隔把10,20,30…铅字符固定在标记带上,具体标记尺长度视施工的管道周长而定。
(4)散射线屏蔽材料的准备。铅板是对散射线屏蔽的有效手段,但因体积大,重量较大,现场施工工较少采用。根据实验,中国石油天然气第一建设公司采用相同规格的废旧增感屏与报废暗袋作为散射线屏蔽材料。通过现场的实际使用,屏蔽效果良好,且轻便耐用。
(5)计算器和计时器。用于计算转弯半径以及在不同透照厚度时修改爬行器的曝光时间。
二、接收检测指令或委托单
1、对指令或委托单的审核。
2、根据指令或委托单测算工作量,准备相应数量的胶片及相关器材。
三、进入施工现场注意事项
1、观察施工现场是否存在塌方、滚管、坠落等危险因素,并安排专人负责警戒。
2、巡回检查管道爬行器需要运行的路线及附近地形地貌,对管道内部可能存在积水部位以及管道的转弯半径、爬坡度应仔细核查,避免可能因积水、过大的爬坡角度等原因导致的爬行器意外损坏。
四、爬行器的组装及现场调试
1、管道爬行器进入现场后先进行分段组装。组装过程中应注意各个连接部位应牢固连接,电源及信号连接部位插头、插座应连接良好,无松动及接触不良现象。
2、管道爬行器组装中应注意射线源中心标高的调节及轮距的调整。
3、管道爬行器组装完成后应进行性能调试。调试中应注意驱动系统、刹车系统、指令接收器运行是否正常以及反应是否灵敏。
4、管道爬行器定位精度的控制。根据管道爬行器的额定参数,通过试验确定其最佳定位精度。
5、管道爬行器转弯半径的确定。根据实验结合现场管道情况确定转弯半径,测算值应小于爬行器标称值,否则应更换爬行器或采取其他方法进行检测。
五、安全警戒区的设立
根据计算值和实测距离,划定安全警戒区。在警戒范围设置有“射线危险”标志的警示灯、警示牌及警绳等标志,防止非射线检测人员进入。
六、焊缝划线
1、“0”点定位位置的确定。以管道环焊缝上部最高点作为底片“0”点定位位置,并用记号笔作出标记。
2、定位方向的确定。按照“逆气流、顺时针”方法确定定位方向。
七、象质计的选择及放置
象质计应按照《线型象质计》标准要求选择,现场使用时应每隔90°放置1个,每道焊缝共计放置4个。
八、胶片的布置及工作时机的选择
按照焊口顺序依次将胶片顺序贴布于环焊缝上,一般贴布10道焊口左右即可启动爬行器进行射线检测。
九、底片回收
按照顺序将已经透照完成的底片收回,并将配套器材(标记尺、字号带、象质计等)向下一批焊口移动,循环使用。
十、设备检查
爬行器完成检测任务退出管道后,应检查各紧固部件连接是否良好,各连接电缆插头、插座是否有松动现象,否则应进行检修 [2]。
材料设备播报
编辑
施工单位采用《管道爬行器x射线检测工法》的材料设备:
1、管道爬行器:满足所检测管道要求的射线机头,爬行器主车,爬行器电池,磁定位系统,指令接收盒等。
2、直读式γ射线剂量仪:1台。
3、个人射线报警器:4个。
4、洗片机:1台。
5、射线检测评片尺:2只。
6、铅防护屏:1套。
7、观片灯:2台。
8、黑白密度计:1台。
9、配套显定影药液:根据检测量而定。
10、增感屏、暗袋、象质计、铅字号、胶布、标记尺、标记带、记号笔、磁力贴片夹等根据检测量需求而定。
11、安全灯、安全绳、警报灯、射线危险标志牌根据需求而定 [2]。
质量控制播报
编辑
施工单位采用《管道爬行器x射线检测工法》时,底片质量必须满足相关标准的有关要求:
安全措施播报
编辑
施工单位采用《管道爬行器x射线检测工法》时的安全措施:
1、X射线源使用,应按照中国国家有关放射管理条例程序要求进行。
2、凡从事射线操作的人员,必须进行定期健康检查。
3、凡从事X射线操作人员,必须持有国家环保部门颁发的X射线操作资格证,方可上岗操作。
4、管道爬行器使用前,必须对主车、电池、射线机头进行严格检查。
5、施工单位施工前需精确计算安全防护数据,并实测其安全防护距离,设立控制区和管理区,在施工中要严格遵守,保障人员安全。
6、施工单位应在安全管理区域四周设警示绳、警示灯及警示牌,路口设专人防护,防止人员误入 [2]。
环保措施播报
编辑
施工单位采用《管道爬行器x射线检测工法》时应注意环境保护:
1、X射线使用必须遵守国家有关法规和规定,防止污染环境。
2、施工中的废药液、废胶片必须由相关回收处理资质的单位进行回收,并做好回收记录。
3、X射线作业应按照业主同意时间、范围和放射作业安全规程进行作业。
4、施工过程中应保护自然环境植被及野生动物的生存环境。接受所在地环境保护部门的监督和指导 [2]。
效益分析播报
编辑
一、经济效益
施工单位以100千米Φ508X8长输管道焊接检测施工,以每天焊接80道口为例,在没有其他因素影响施工进度的情况下,使用管道爬行器检测与传统的源在外射线机检测比较,效益分析见下表:
效益分析表
项目/方法
管道爬行器检测
X射线机检测
焊缝总数
9350道
9350道
拍片数量
9350张
56100张
设备数量
2台管道爬行器
5台250千伏X射线机
—
5台5千瓦发电机
工程车2台
工程车5台
设备资金
80万元
160万元
劳动强度
小
大
设备损耗
16万元
32万元
劳动组织
容易
较难
劳动力
10人
20人
工期
120天
120天
射线防护
容易
困难
二、社会效益
1、劳动条件好,工人劳动强度低,防护可靠,保证了职工身体健康。
2、不受外接电源限制,操作安全方便。
3、底片质量易保证,提高了检测质量。
4、便于施工组织,劳动效率高 [2]。
应用实例播报
编辑
实例一
2005年,中国石油天然气第一建设公司在广东LNG工程60千米管道焊接检测施工中,面对沿途山高谷深,作业环境的困难局面下,在近四个月的有效施工工期内,采用《管道爬行器x射线检测工法》仅用2台管道爬行器,克服许多困难,完成了大工作量的焊口检测,突破了如转弯、大坡度河流穿越、大角度上下坡等位置焊口射线检测的难点。共计透照底片9500余张,一次拍片合格率达98%以上(管道焊口规格分别为Φ811x9.5/11.3毫米等),底片质量完全符合《石油天然气钢制管道对接焊缝射线照相及质量分级》SY/T4109-2005标准要求。射线探伤技术水平得到监理工程师和业主的好评。该项工程节省费用如下:
1、与采用定向X射线机检测相比,拍片一次合格率提高8%,每张底片直接费30元,节省材料费.08X30=2.28万元。
2、节省了5台自备发电机(按5个定向检测机组设置)。如按一台发电机台班费100元/天计算,节省台班费=6万元。
3、节省3台工程车(按5个定向检测机组设置)。如按一台工程车台班费200元/天计算,节省台班费=7.2万元。
4、节省X射线机大修费约10万余元。
5、节省3个定向检测机组(按每个定向检测机组5人设置)人工费。如按每人月收入3000元计算,节省人工费=18万余元。
以上几项即可节省检测费用近43.48万元。
采用《管道爬行器x射线检测工法》使施工人员劳动强度和设备损耗大大降低,施工人员数量减少,并且完全符合工程施工进度,保证了工期要求。中国石油天然气第一建设公司在此工程的检测施工得到了业主甘肃金隆管道有限公司及朗威监理有限公司的肯定。
实例二
在西气东输-陕京二线联络管道工程曲阜-济宁支线线路工程,有效工期10个月,检测工作量为3482道焊口。中国石油天然气第一建设公司采用《管道爬行器x射线检测工法》进行检测,连同一些X射线机无法透照的焊口,共计透照6500多张底片,均符合《石油天然气钢制管道对接焊缝射线照相及质量分级》SY/T4109-2005标准的要求,并通过国家监检机构的审查验收。与采用定向X射线机检测对比如下:
1、拍片一次合格率提高6%,每张底片直接费30元,节省材料费.06x30=0.63万元。
2、节省了3台自备发电机(按3个定向检测机组设置)。如按一台发电机台班费100元/天计算,节省台班费天=5.4万元。
3、节省2台工程车(按3个定向检测机组设置)。如按一台工程车台班费200元/天计算,节省台班费天=7.2万元。
4、节省X射线机大修费约7万余元。
5、节省2个定向检测机组(按每个定向检测机组5人设置)人工费。如按每人月收入3000元计算,节省人工费=18万余元。
经计算,上述几项可节省检测费用近38.23万元。
实例三
在2005年4月~2006年8月西部原油成品油管道施工中,有效工期10个月,中国石油天然气第一建设公司采用《管道爬行器x射线检测工法》进行检测管道焊口3300余道,拍片一次合格率达98%以上,底片质量符合《石油天然气钢制管道对接焊缝射线照相及质量分级》SY/T4109-2005标准的要求。施工高潮期间,仅使用1台X射线管道爬行器,平均每天检测一百多道口,每天爬行距离超过2千米,完成了全部工作量。与采用定向X射线机检测对比如下:
1、与采用定向X射线机检测相比,拍片一次合格率提高8%,每张底片直接费30元,节省材料费.08x30=0.79万元。
2、节省了4台自备发电机(按4个定向检测机组设置)。如按一台发电机台班费100元/天计算,节省台班费天=2.4万元。
3、节省2台工程车(按4个定向检测机组设置)。如按一台工程车台班费200元/天计算,节省台班费天=4万元。
4、节省X射线机大修费约8万余元。
5、节省3个定向检测机组(按每个定向检测机组5人设置)人工费。如按每人月收入3000元计算,节省人工费=13.5万余元。
以上几项即可节省检测费用近28.69万元。
由此可见,采用管道爬行器完成长输管道的检测施工,其费效比高 [2]。
注:施工费用以2009-2010年施工材料价格计算
荣誉表播报
编辑
2011年9月30日,中华人民共和国住房和城乡建设部审定《2009-2010年度国家二级工法名单(升级版)》,以建质[2011]154号文件公布,《管道爬行器x射线检测工法》被评定为中国国家二级工法 [1]。

